All LMFBRs built to date have invoked either the pool or the loop design. The tradeoff between these two concepts is the subject of Appendix 5. Where the word “loop” is used in the remainder of this section, in most cases it can be interpreted to apply to either a pool or a loop plant.
While there have been some exceptions, most sodium cooled reactors built to date have had three or four loops to transfer the core heat out of the reactor, each of which includes an intermediate heat exchanger (IHX) and a pump. This is usually done for the benefit of redundancy, to limit the size of the heat exchange components, and to adapt to the geometry of a circular containment structure. During the early years of LMFBR development, consideration was given to continued operation at reduced power with one loop disabled. Some of the early plants were fitted with loop isolation valves in further pursuit of this objective. Later designs such as CRBRP abandoned disabled loop operation as an objective and had no loop isolation valves, but retained at least three loops to permit redundant decay heat removal with one loop inoperable. The number of loops in the plant is a key design decision, typically made early in the conceptual design stage.
As opposed to water reactors, no method has yet been found to directly extract substantial quantities of useful energy from the sodium working fluid in LMFBRs.18 It is necessary to first exchange the heat from the sodium to a water system in which steam is generated that then drives turbines. The water/steam system is pressurized typically to the 1500-2500 psi range in the interest of improving thermodynamic efficiency. This necessitates heat exchangers, viz. steam generators, to extract the heat from the sodium and transfer it to the water/steam system. Since the sodium is at near atmospheric pressure, leakage in the steam generators will result in water intrusion into the sodium system, which must be protected against. The steam generating system may involve separate recirculating evaporators with a steam drum and separate superheaters as was selected for the CRBRP design or once through units in which evaporation and superheating occur in the same unit as was selected for Superphénix.
One of the most prominent design features of LMFBRs setting them apart from LWRs is the presence of intermediate loops between the primary loops and the steam generating system. These loops are installed to prevent water leakage from the steam generators from reaching the reactor core where it would produce an excursion as a result of moderating the neutron spectrum. While some spectral softening introduces negative reactivity, if the neutron energy were to be reduced to the point that there became a large population of neutrons near thermal energies, significant positive reactivity would be introduced into the reactor due to the high fission cross section of the fissile isotopes at thermal energies.
Since the sodium passing through the intermediate loops does not enter the reactor vessel, it is not radioactive unless it becomes contaminated by the primary system sodium. To prevent such contamination, the pressure in the intermediate loops is maintained higher than the primary system sodium at the intermediate heat exchangers where heat transfer from the primary to the intermediate sodium system occurs19. For the case of pool type plants, intermediate sodium does enter the pool on the shell side of the IHXs, so it is necessary to provide sufficient shielding between the reactor core and the IHXs to prevent intermediate sodium activation.
The more recent designs do not provide for valves in the primary sodium loops, and in some cases there are no valves in the intermediate loops. Primary loop isolation valves were incorporated in the FFTF but were omitted from the CRBRP design. Both FFTF and the CRBRP original design had isolation valves in the intermediate loops, which were later deleted from CRBRP as the design advanced. For the case of CRBRP, the intermediate loop isolation valves were originally provided to enable isolation of the steam generating system in the event of a water leak into the IHTS – a feature which later was deemed unnecessary. If it is desired to disable an intermediate loop, it can be drained to a tank committed for that purpose located outside containment. Similarly, a single primary loop can be drained to an in-containment tank assuming there is a point between the loop components and the reactor vessel that is elevated above the reactor vessel nozzles. Under either circumstance, the reactor would be shutdown and the circulating pumps would be run at low speed or not at all, relying on natural circulation to remove decay heat from the core. The only purpose for primary loop valves would be to permit reactor operation on a reduced number of loops. Since operation of a commercial reactor with a disabled loop involves risks that are typically deemed greater than the rewards for doing so, there is no incentive for primary loop isolation valves. In pool type reactors, they aren’t even feasible. CRBRP had check valves designed on the primary pump discharge to prevent reverse flow in an idle loop.
Sodium valves, where they exist, involve a freeze seal on the stem, i.e. sodium is allowed to pass up alongside the stem where it then freezes and seals the stem. When the valve is operated, the freeze seal breaks while the stem is in motion, refreezing again once stem travel ceases. When freeze seals are used on valves, it is necessary to provide an inert cover gas above the freeze seal to prevent a sodium air reaction with the frozen sodium. Above the cover gas space, there will be a conventional stem seal to isolate the cover gas. Small sodium valves can use bellows seals so long as the sodium is kept molten below the bellows.
A provision is made for a failure of a steam generator tube, which would lead to a sodium water reaction with the production of large volumes of hydrogen gas. This system, referred to as the Sodium Water Reaction Products System (SWRPS) consists of some form of relief mechanism or rupture disks on the intermediate loops, a tank into which reaction products are directed, and rapid means for isolating the water and possibly the sodium sides of the steam generator. The hydrogen produced in the reaction is further directed to a stack where it may be ignited, producing a flare. This system is discussed in Section 12.
As was mentioned earlier, the 0.32 specific heat of sodium requires that the temperature rise across the reactor be large – typically in the 250-300°F range. This large ΔT is necessary in the IHTS anyway, to accommodate feedwater that enters the steam generating system around 500°F. To maintain steam conditions constant with changes in power level, it is necessary to maintain the ΔT between the hot and cold legs so the primary and intermediate sodium flow rate must be correspondingly changed. Therefore, the primary and intermediate pumps are fitted with variable speed drives. Typically, these pumps will operate over flow ranges from 25-100%. Below that range, there may be separate low speed motors to provide for decay heat when the reactor is shut down. The low speed motors, sometimes called “pony motors” will provide about 5-10% flow, sufficient to remove decay heat immediately following reactor shutdown. Alternatively, natural circulation may supply the necessary flow for decay heat removal.
The provision of variable speed pumps in the primary and intermediate circuits results in these plants being suitable for load following. The CRBRP was expressly designed for load following at the rate of about 3% power change per minute. At reduced load, the temperature drop across the steam generators and IHXs will decrease, so if the steam conditions are held constant, the reactor outlet temperature will decrease somewhat with decreasing load despite the variable speed pumps. About 1°F change in the primary hot leg sodium temperature per percent of full power would be expected from this effect. Thus 3% per minute load following capability will result in 3°F per minute change in hot leg temperature. The rate of change in the peak centerline fuel temperature will, of course, be much greater – on the order of 30-50°F per minute. There is relatively little experience with operating fuel in a load following mode, except possibly in Russia. There is no particular reason why the fuel would not be expected to perform satisfactorily under load following conditions however; the fuel system had provided more than its share of unexpected and unpleasant surprises during the time when LMFBR development was actively being pursued. At some point the fuel behavior when in the load following mode, needs to be demonstrated and better characterized. Also, the 3% per minute requirement on CRBRP could potentially be relaxed depending on the remaining power generating units in the system.
Because the primary system hot leg will typically run around 1000°F, most primary and intermediate system components are fabricated from austenitic stainless steel. Since the pressures in the primary and intermediate circuits are generally less than 150 psi, thin wall piping can be used. Primary system piping 48″ in diameter may have a wall thickness of just ½ inch. In addition to reducing its cost, thin-walled piping is preferred for thermal shock considerations since stainless steel is a poor conductor of heat and with a 250°F rise across the reactor, thermal shock is a distinct possibility with some transients. In the case of the steam generators, austenitic stainless steels are avoided because of their susceptibility to stress corrosion cracking. Ferritic steels such as 2¼% chrome and 1% molybdenum (2¼ Cr/1 Mo) or 9 Cr/1 Mo are more likely to be used as the preferred material of fabrication for these units. Ferritic steels also have the advantage of being better conductors of heat than their austenitic counterparts, a desirable feature for heat exchanger tubing. The disadvantage of these ferritic steels is they cannot be operated at temperatures as high as the austenitic steels. On CRBRP, the design superheated steam outlet temperature was 900°F., which was acceptable for the 2¼ Cr/1 Mo used. Temperatures in the 950°F range would probably require 9 Cr/1 Mo.
All major primary system components are surrounded by guard vessels as a safeguard against primary leaks. A three loop plant would therefore have seven guard vessels, one for the reactor, one for each primary pump and one for each IHX. The guard vessels are sealed at the top to the vessel they are intended to protect so that a leak in one of the components won’t siphon the interconnecting piping, which is elevated above the guard vessels. If there is a leak in elevated piping, it will affect that loop, but not the others. It is for this reason that loop plants must have at least two loops, unless some other feature, such as double walled piping, is incorporated to deal with pipe breaks. Since the guard vessels will be exposed to high temperatures only if they are performing their safety function, they can be fabricated from less expensive ferritic steel.
The reactor, all sodium pumps, and all sodium tanks are filled to a specified level with the volume above that level being occupied by a cover gas, typically argon. Argon is used because it is inert and will not interact with the sodium and being heavier than air, will tend to be held in place by gravity within a tank. The reactor head and sodium pumps are therefore provided with gas seals, which eliminate the need for a mechanical seal on the pump shaft exposed to liquid sodium. In the case of sodium storage tanks, if the sodium is not needed to be held in emergency reserve, it can be allowed to freeze so long as there is a provision for melting it when it is needed. In such cases, the argon can be replaced with nitrogen which will not react with the sodium. Since nitrogen is slightly soluble in sodium, above about 400°F it is necessary to replace the nitrogen with argon to prevent the formation of various metal nitrides with structural materials.20 One of the problems with argon is its use tends to promote the formation of sodium frost on unwetted surfaces. The use of helium as an alternative cover gas has been considered as a means of rectifying this problem since the frosts tend not to develop when such a light gas is used. Helium was used as a cover gas for both the SRE and Hallam Nuclear Power Facility. Its use on these two plants did not appear to present any particular problems. It is easier to separate the fission gases xenon and krypton from helium than it is from argon. But helium is considered to be difficult to contain and for this reason it has not been adopted for further plants beyond Hallam. This is probably an area that deserves revisiting, particularly if large quantities of fission gas must be dealt with in the cover gas. On the CRBRP Project, the bases for selecting argon cover gas were tenuous at best and seemed primarily founded on the fact that there was more experience with argon.
The reactor cover gas system should be continuously monitored for fission gas activity in the interest of early detection of fuel element failures, since radioactive isotopes of both krypton and xenon are fission products. It is common practice to “tag” fuel assemblies with a unique mixture of gases so as to enable location of any failed fuel assembly. The cover gas system must therefore be provided with detection equipment that enables this capability.
Various steam generating systems have been used in LMFBRs including those with separate evaporators, superheaters, and reheaters, those with only evaporators and superheaters, and those with once through units. The Russian plant BN-600 is representative of one extreme with modular evaporators, superheaters, and reheaters and a total of 72 separate heat exchangers making up its entire steam generating system. This approach was used to permit repair of failed units while continuing to operate the plant at slightly reduced power. At the time BN-600 was designed, there had been a history of intractable problems with sodium heated steam generators, particularly at Fermi-1 and the U.K.’s PFR. Since BN-600 began operation in 1980 and has run since about 1984 with a 75% capacity factor, this modular approach has proven itself quite well. In fact, it was reported in a 2018 conference21 that BN-600 had experienced 12 steam generator leaks over its entire history, but 11 of those occurred between 1980 and 1985. Since then, they have experienced just one leak in 1991 and none since. The Russians have demonstrably made improvements in the module designs to enhance their reliability. However, outside Russia the trend has been to minimize the number of heat exchangers with a single once through unit per loop, as was done on Superphénix. This is a reflection of growing confidence that a steam generator can be designed with acceptable reliability. Although Superphénix did not accumulate anywhere near as much operating experience as BN-600, it experienced no steam generator problems and its approach is generally accepted as the most economic.
Both metal and oxide fuel have been successfully used in sodium cooled reactors. Earlier reactors e.g. EBR-1, EBR-2, SRE and Fermi-122 used metal fuel. Early on, the advantages of oxide fueled systems were recognized. The oxide has a much higher melting point than uranium/plutonium metal permitting higher sodium temperatures. Higher fuel temperature with operation means higher negative Doppler feedback with increasing power, promoting reactor stability. Fission product gases pass through the oxide to the gas space at the upper end of the fuel pin rather than distorting the metal matrix, permitting higher burnup. Oxide fuel has been universally adopted by the LWR industry, thus its use in LMFBRs could lead to common reprocessing of both fuels in a single plant. Carbides and nitrides have been explored for possible use in LMFBRs and may have certain advantages, notably improved breeding ratios. At present, oxide is the fuel form of choice with most entities that maintain interest in LMFBRs.
The fuel in an LMFBR differs significantly from a LWR. The fuel assemblies tend to be smaller in cross section with much smaller diameter pins, in the 0.23-0.33 in. range, arranged in a triangular rather than the square array chosen by LWR designers. In an LMFBR, it is necessary to control the coolant flow to each fuel assembly therefore each assembly is ducted and orificed at the bottom. The ducts are hexagonal in cross section permitting closer packing of the pins taking better advantage of the excellent thermal conductivity of sodium. The number of pins per assembly is a compromise between economy, which favors more pins and optimization of coolant flow which favors fewer pins. CRBRP had 217 pins per assembly while Superphénix had one additional row and 271 pins. In a LWR, zirconium is the preferred clad material because of its low cross section for thermal neutrons. In a fast reactor, this incentive does not apply, so the clad and duct material is fabricated from less expensive and stronger stainless steel. In fact, it is desirable to eliminate zirconium because its affinity for oxygen in the coolant requires that the coolant oxygen concentration be maintained at a level not achievable by cold trapping. The Clinch River fuel assembly is shown below as Figure 1. The fuel rod pins were about 9 ½ ft. long, 3 ft. fuel, 14 in. each for upper and lower axial blankets and 4 ft. for gas plenum. The core of an LMFBR is typically surrounded by upper and lower axial blankets and radial blankets containing un-enriched or depleted uranium to aid the breeding process. The complete assemblies including inlet and outlet hardware had a length of about 14 ft.
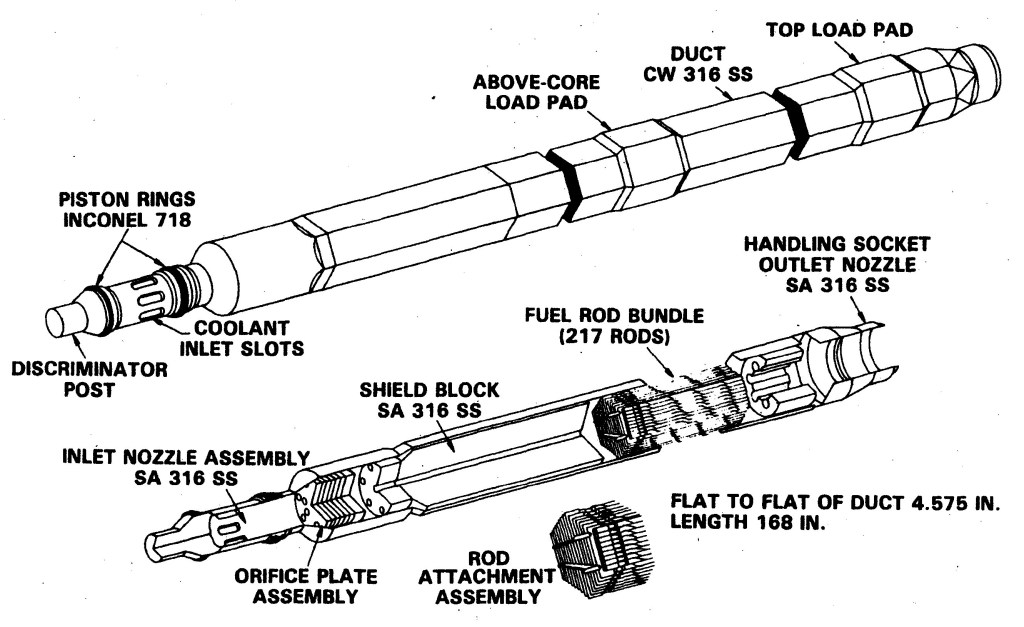
Figure 1 CRBRP Fuel Assembly
Typically, spacing the pins is accomplished by wrapping wire around them along the length of each pin. This approach has the advantages of economy of fabrication and good mixing potential. Grids, as are used in LWRs can be used in LMFBRs and have the advantage of leading to a lower pressure drop. The plutonium/uranium mixed oxide fuel occupies about 3 ft. of the length of the pins. Above and below the fueled region, there is an axial blanket of about 1-1½ ft. in length. Above the upper axial blanket, there is a fission gas plenum of about 4 ft. in length. Typically, the upper and lower axial blankets are of equal sizes. When inlet hardware and handling fixtures are added, the total assembly length is approximately 14 ft. The cladding is 10-15 mils in thickness. The fuel pins on Clinch River are shown below as Figure 2.

Figure 2 CRBRP Fuel & Blanket Pins
The fuel assemblies are 4-8 in. across the flats of the hexagon in a LMFBR in comparison to about 12 in. in an un-ducted square cross sectioned LWR fuel assembly and the pins are more closely spaced to take advantage of the better heat transfer properties of sodium and to minimize the size of the core and improve the breeding ratio. The CRBRP 217 pin bundle compares with about 144 pins in a ~1 ft. square bundle in a PWR. The active fuel region of just 3 ft. in height corresponds to 12-14 ft. in a similarly sized LWR. This again is a realization of the better heat transfer properties of sodium in contrast to water combined with the absence of any need to moderate the neutrons.
endnotes
18 Sodium boilers and turbines have been considered for space applications. See Sodium-NaK Engineering Handbook, Vol. 5, O.J. Foust, editor
19 Small amounts of tritium pass through the walls of the IHX into the intermediate system.
20 Although sodium nitride (Na3N) is reasonably stable at room temperature, it readily dissociates at elevated temperatures. A nitrogen cover gas above solid sodium at room temperatures does not lead to the formation of much Na3N, if any.
21 Pakhomov, Ilia, BN-600 and BN-800 Operating Experience, Generation IV International Forum, Dec. 19, 2018.
22 TheFermi-1 operator planned to move to oxide fuel when it became available.
